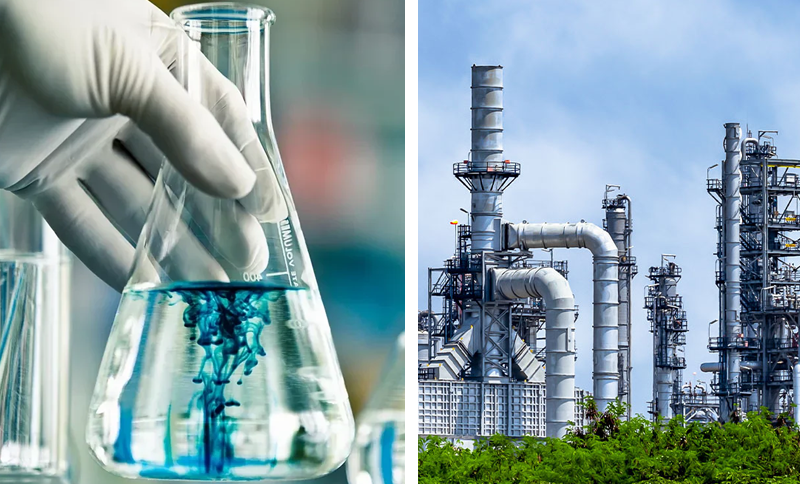
Valve Applications in the Chemical Industry
Precision, Safety, and Corrosion Resistance for Critical Processes
In the chemical industry, valves play a vital role in handling aggressive media, toxic fluids, and volatile gases. They must perform reliably under extreme temperatures, pressures, and corrosive environments to ensure process stability and personnel safety.